





In 2012, we opened a 6,000 square foot expansion to our factory to meet the growing demand for our Custom Fabrication division. The state-of-the-art facility is equipped with the latest manufacturing technology for CNC mills, lathes, and welding tools.
The expansion includes on-site offices for Engineering and Project Management staff – ensuring you receive the highest quality chamber on schedule. Our welders and Vacuum Welding Program have been certified by AWS and ASME. Our Quality Control procedures include dimensional checks using a Coordinate Measuring Machine (CMM) and leak checks using state-of-the-art helium mass spectrometer leak detectors.
High vacuum and ultra-high vacuum (UHV) chambers are engineered products are engineered products that require a specialized set of materials and fabrication processes. For more information on ANCORP’s capabilities and practices, visit our capabilities page.
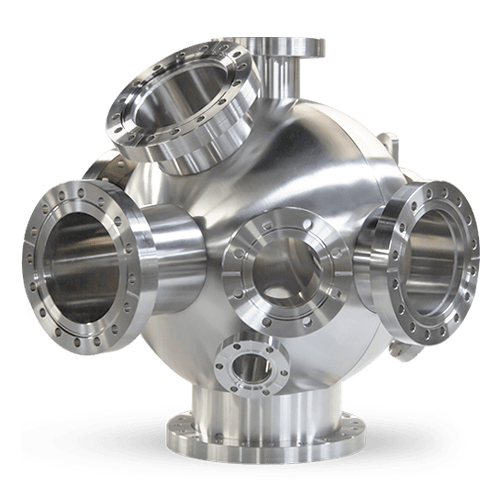
Spherical vacuum chambers are specialized chambers with a spherical geometry typically equipped with multiple customizable ports for integrating various sources and analytical instruments.
For information on specifying spherical vacuum chambers, read our How to Specify a Spherical Vacuum Chamber manual.
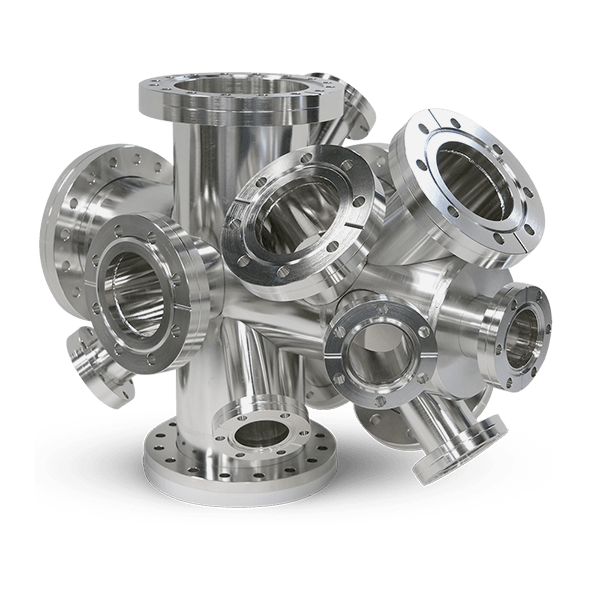
Cylindrical vacuum chambers are valued for their strength and ease of manufacture. Their cost-effectiveness and ability to maintain high vacuum levels while offering a favorable volume-to-surface area ratio contribute to their widespread adoption.
Semiconductor Industry: Cylindrical vacuum chambers are frequently used in the semiconductor industry, where their strength, volume, ease of manufacture, and ability to withstand high vacuum levels are essential.
For information on specifying cylindrical vacuum chambers, read our How to Specify a Cylindrical Vacuum Chamber manual.
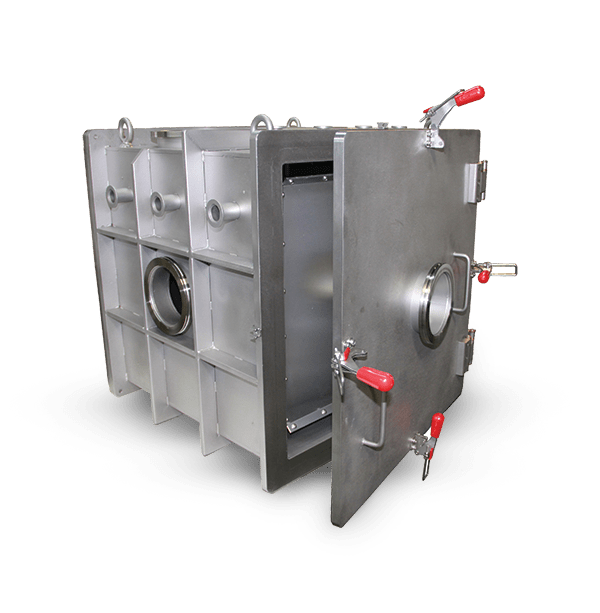
Box vacuum chambers, also known as cubic or rectangular chambers, offer optimal flexibility for accommodating oddly-shaped applications and ensuring swift access to its entire internal volume. Box chambers are ideal for repetitive batch processes or tasks requiring frequent adjustments.
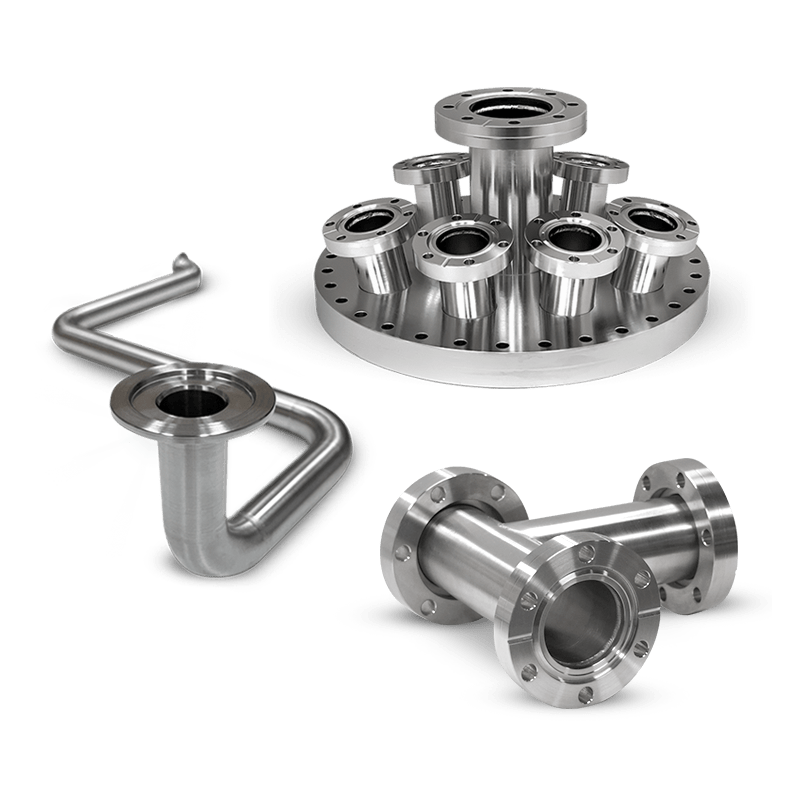
ANCORP offers a range of custom vacuum products tailored to meet specific needs. These include:
Adapt standard vacuum components such as tees, crosses, nipples, and flanges to meet unique requirements, ensuring compatibility and efficiency within specific applications.
Multiport cluster flanges are flanges designed with multiple ports to facilitate versatile connections and are customized to integrate seamlessly into any vacuum system. Multiport flanges are crucial for UHV and XHV systems that necessitate the integration of multiple process components like viewports, pressure gauges, and sputter sources on a single chamber. The versatility in flange size and configuration enables users to optimize system connections, especially in space-constrained settings. View our standard offering of multiport flanges here.
Custom weldments and spools are meticulously fabricated to guarantee leak-tight assemblies, seamlessly connecting various sections of a vacuum system while ensuring a secure seal and uninterrupted flow.
These products are meticulously designed and crafted to cater to specialized demands, thereby ensuring optimal performance in vacuum systems.
As the exclusive seller and distributor of LOS Low Outgassing Solutions products, ANCORP provides our customers custom ultra-high vacuum (UHV) and extremely high vacuum (XHV) chambers with titanium and aluminum bodies. Aluminum and titanium offer UHV and XHV applications enhanced bakeout performance and lower outgassing rates compared to their stainless-steel counterparts.
Aluminum and Titanium also provide end-users higher vibrational dampening than stainless steel due to the materials’ young’s modulus. This higher vibrational dampening greatly benefits applications requiring precision in targeted instrumentation. Both titanium and aluminum chambers also have thermal conductivity coefficients several magnitudes greater than stainless steel enabling faster bakeout times. Additionally, these materials feature less hydrogen in the alloy structure contributing to decreased outgassing rates.
ANCORP engineers and project support staff are working to ensure your custom project meets your highest quality standards and is delivered on schedule. Before manufacturing begins, engineers trained in vacuum technology and chamber design review design drawings. Project support staff ensures the manufacturing schedule is kept and drawing specifications and tolerances are met. ANCORP can work with customer-supplied drawings or create drawings from simple, freehand sketches.
You can submit your quote through our request a quote form or by contacting a member of our technical sales team. Quotations can be generated from simple, freehand sketches. Electronic files can be sent in a variety of file formats. When needed, ANCORP can supply a complete set of engineered drawings.