Vacuum Chambers and Custom Fabrication


Engineering and Project Support
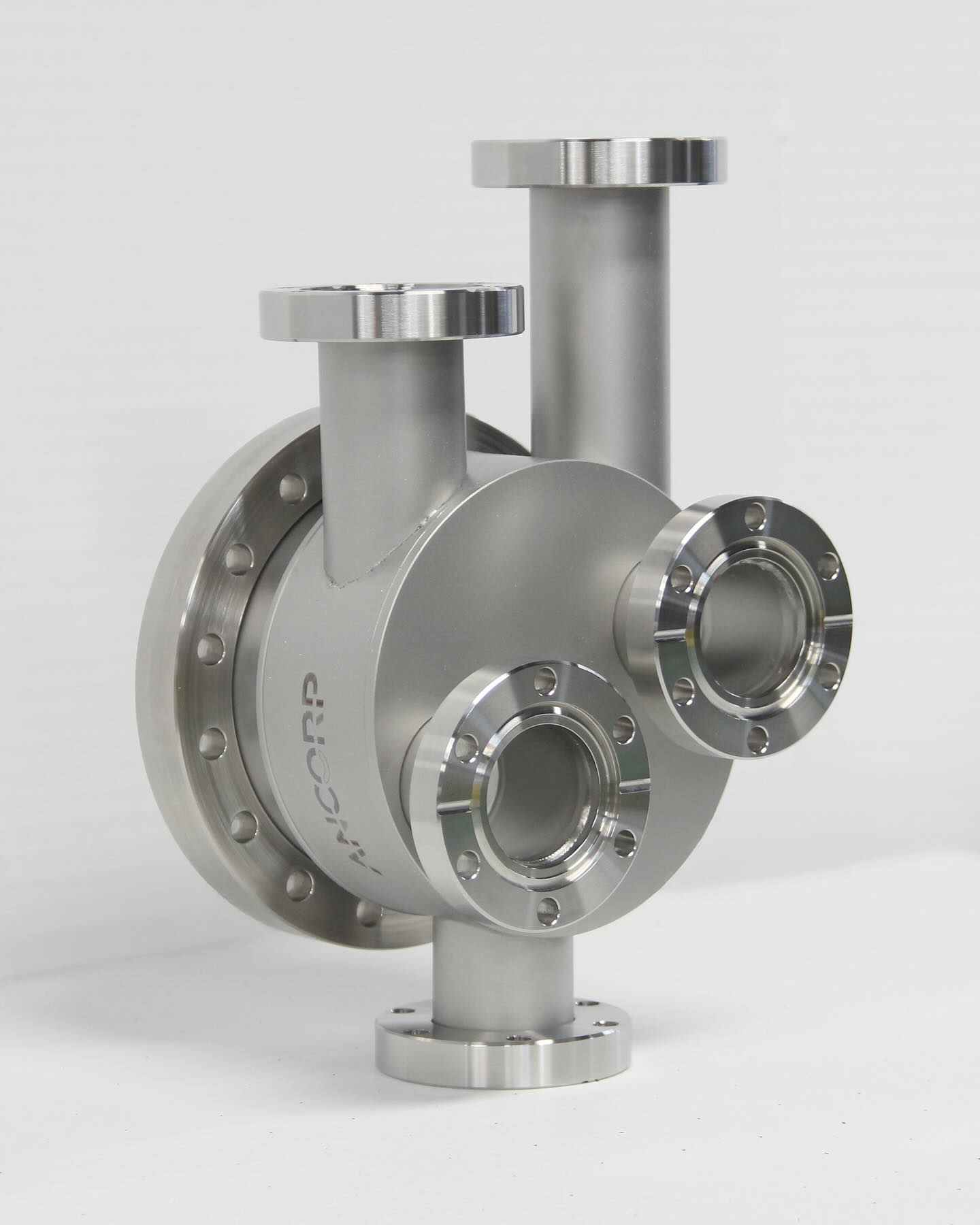
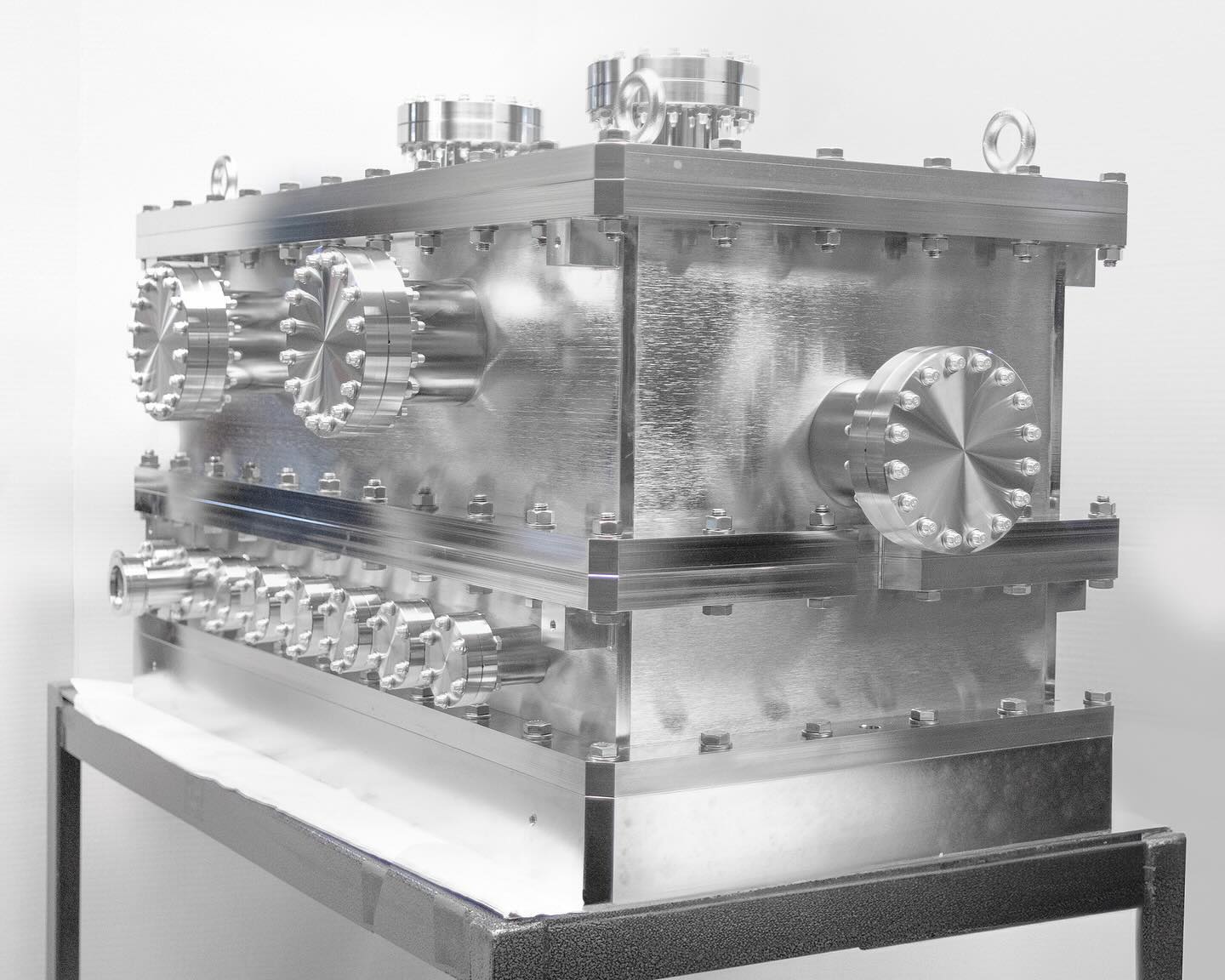
For over 60 years, ANCORP has specialized in the fabrication of custom high vacuum and ultra-high vacuum (UHV) chambers and components. Our fabricated vacuum chambers range from one-of-a-kind builds for research applications to production quantity chambers for OEM’s.
ANCORP engineers and project support staff are working to ensure your custom project meets your highest quality standards and is delivered on schedule. Prior to manufacturing, engineers trained in vacuum technology and chamber design review design drawings. Project support staff ensures the manufacturing schedule is kept and drawing specifications and tolerances are met. ANCORP can work with customer-supplied drawings or create drawings from simple, freehand sketches.
Our Custom Capabilities
In 2012, we opened a 6,000 square foot expansion to our factory to meet the growing demand for our Custom Fabrication division. The state-of-the-art facility is equipped with the latest manufacturing technology for CNC mills, lathes, and welding tools.
The expansion includes on-site offices for Engineering and Project Management staff – ensuring you receive the highest quality chamber on schedule. Our welders and Vacuum Welding Program have been certified by AWS and ASME. Our Quality Control procedures include dimensional checks using a Coordinate Measuring Machine (CMM) and leak checks using state-of-the-art helium mass spectrometer leak detectors.
High vacuum and ultra-high vacuum (UHV) chambers are engineered products that require a specialized set of materials and fabrication processes. For more information on ANCORP’s capabilities and practices, visit our capabilities page.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}